Best Ac Welding Rod For Thin Sheet Metal

How To Select Rods For Arc Welding Kevin Caron Youtube

Welding Rod Sizes And Uses What Welding Rod Do I Use Tool Faqs

Best Welding Rod For Thin Metal Top 5 Product Of 2019

Stick Welding Sheet Metal With 6013 Rods Beginner Welding Series Youtube

Stick Welding Sheet Metal Viewer Request Youtube

Stick Welding Super Thin Sheet Metal Welding Thin Metal Youtube

Just grab a piece of sheet metal to get the heat set correctly and go to town.
Best ac welding rod for thin sheet metal.

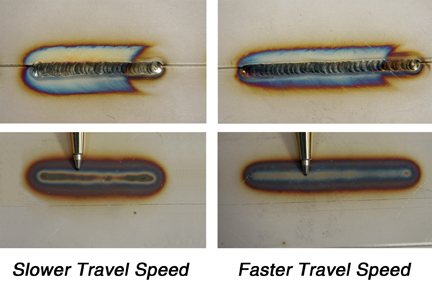
1 16 Electrode Comparison Review 6011 Vs 7014 120studio Com
How To Weld Sheet Metal With A Stick Welder Youtube

Stick Welding Thin Metal Using 120 Volt Power Beginner Welding Series Youtube

A Guide To Welding Electrodes On Ships Part 1

Tig Welding Thin Sheet Metal Settings Youtube

Fun And Games Welding Sheet Metal With An Arc Welder Learning To Weld Page 5 Peachparts Mercedes Benz Forum

6013 Welding Rod Settings Polarity And Amps Mechanicwiz Com
Say Good Bye To Burn Through New Pulsed Welding Technology Solves Problems Common To Welding Sheet Metal

Downhand Stick Welding Sheet Metal Youtube

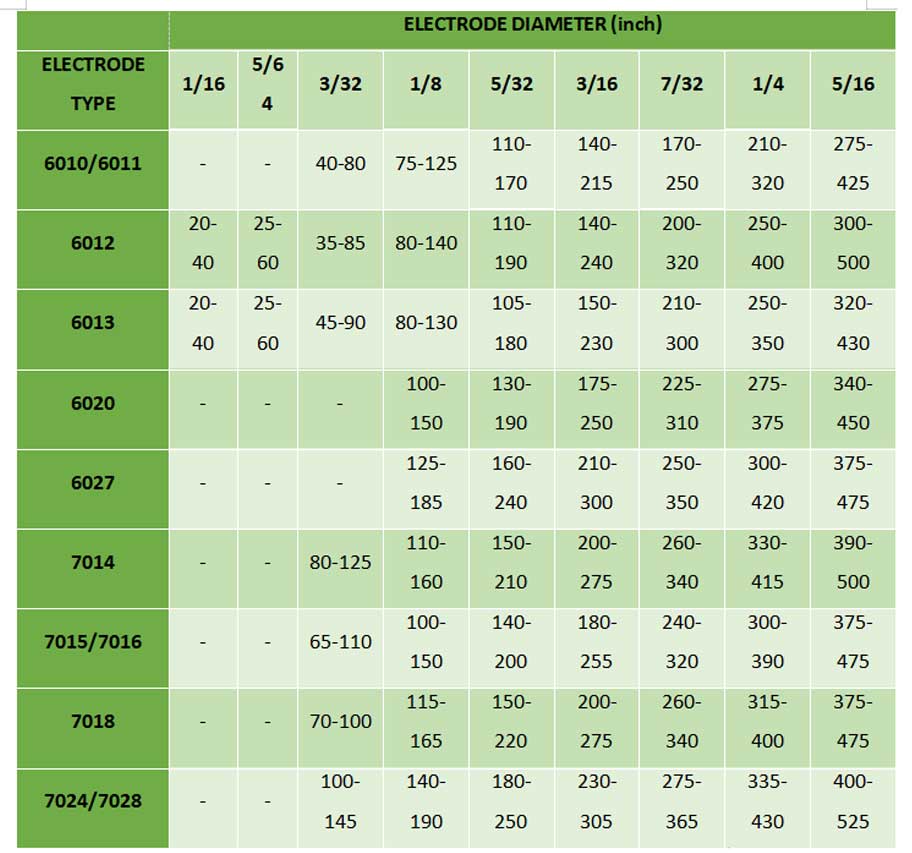
Arc Welding Rods Guide Welding Rod Chart Welding Rods Welding Projects

Welding Thin Gauge Steel With Stick Welder Youtube

Pin By Cathe Grieshaber On Reference Images Art Arc Welding Welding Welding Tips

Best Welding Rod Brand Welding Rods Welding And Fabrication Welding
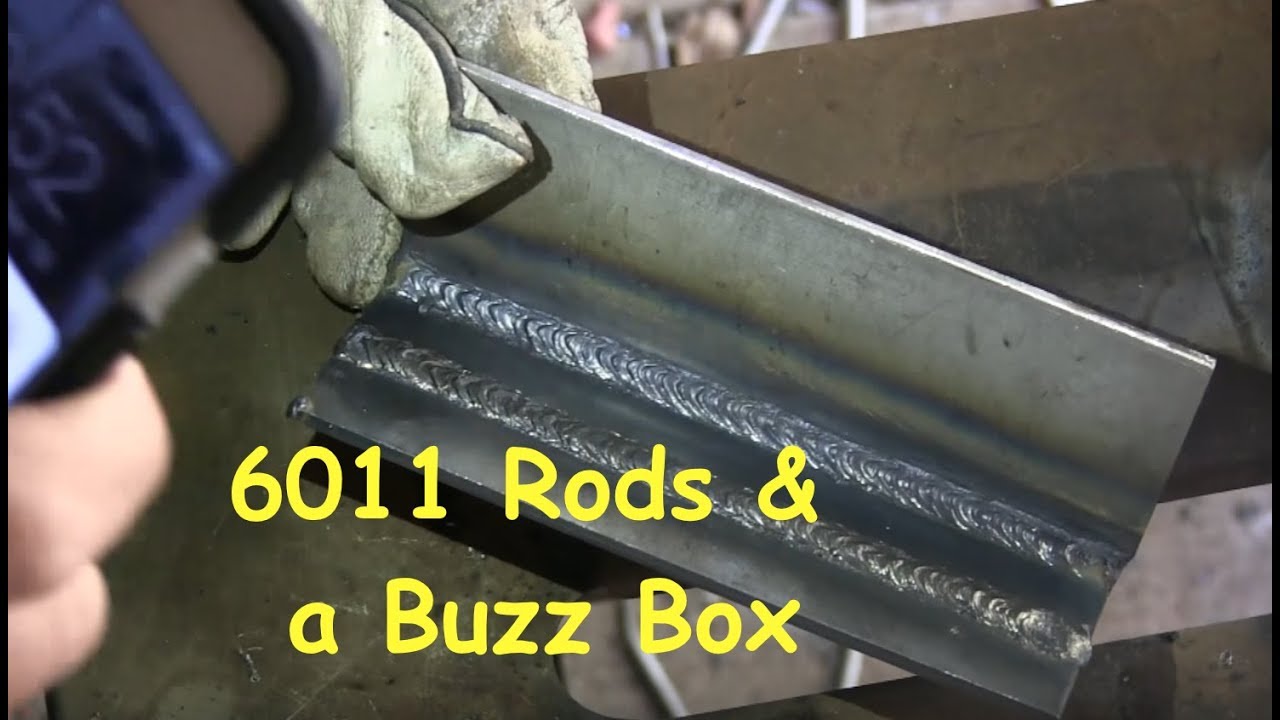
6011 Rods Pros And Cons Youtube

How To Weld Sheet Metal Tig Mig Welding Thin Metal

How To Weld Sheet Metal Part 2 Of 2 Welding Sheet Metal Basics With Eastwood Youtube Welding Sheet Metal Metal Working
How To Prevent Welding Rod Sticking To The Metal Welding Tribe
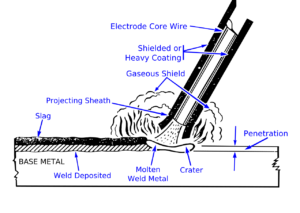
The Complete Guide Of How To Stick Weld Smaw Kings Of Welding
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfwsaodmolmcugk1i52t F5d3z6hmnv Gbmoaawi Usqp Cau

Structure Magazine Arc Spot Welding Steel Deck A Primer

Fabulous Understood Metal Welding Tips Their Explanation Welding Table Arc Welding Welding

One Of My Latest Stick Welds Roughly 90 Amps Ac 2 5mm 6013 Weld Pipeline Welding Metal Working

Tips On Spot Welding Thin Gauge Sheet Metal Flux Core Welder Youtube Welding Table Welding Projects Welding

Why Only 50amps Learning To Tig Weld Stainless Steel Big Clear Tig Cup Youtube Welding Projects Welding Tips Welding
Source : pinterest.com
